



The water purifying system is expertly designed for the hatchery humidification setup. Its prime task is to supply clean, soft water to incubators, hatchers, and the air handling system. By doing so, it optimizes incubator performance. Clean water ensures stable temperature control during egg incubation, increasing hatching success. It also extends equipment lifespan as it prevents scale build - up from hard or impure water, which can otherwise damage components over time.
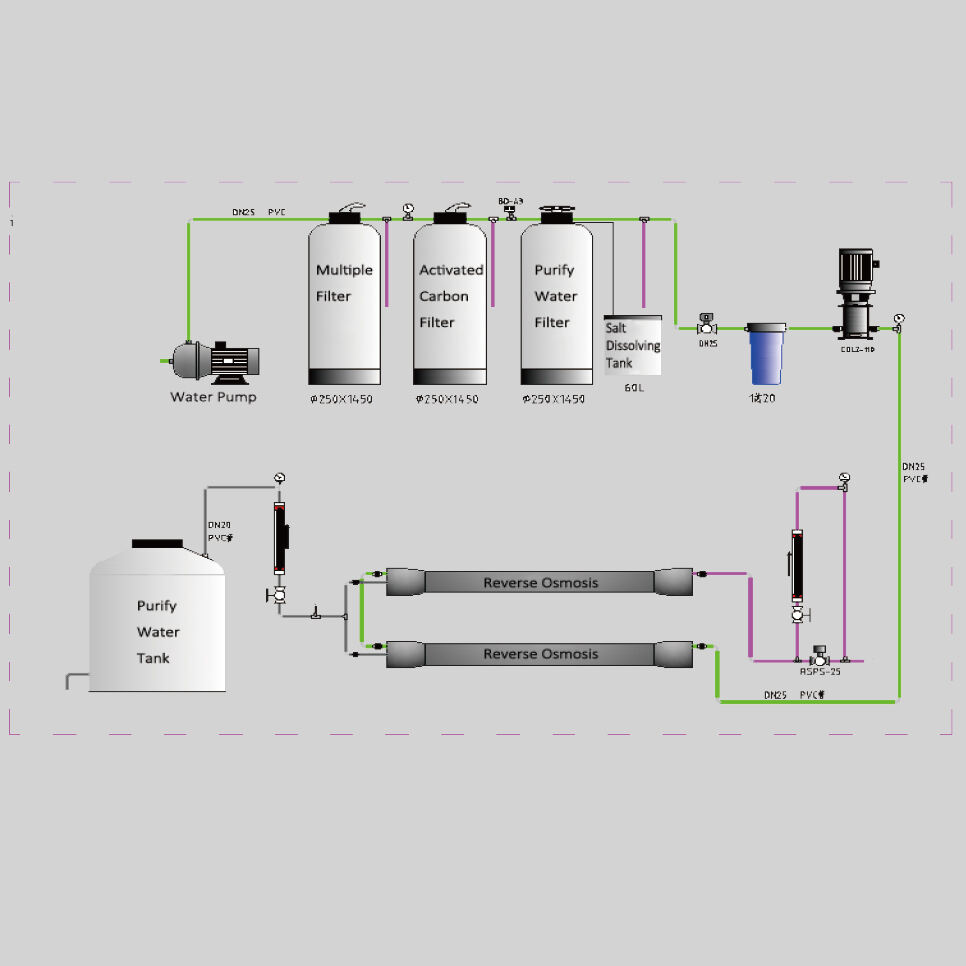
This system uses reverse osmosis membrane technology. It forces water through a semi - permeable membrane, filtering out salts, metals, and particles. Paired with a 3 - 4 level filtering process, the first level traps large debris like sand, and subsequent levels use carbon or other filters to further purify the water, greatly enhancing its quality.
The equipment is made with parts from well - known brands. These reliable components contribute to a long lifespan, reducing maintenance frequency and costs. It also has advanced features such as automatic control, adjusting operations based on water demand and quality.
Beijing Yunfeng Limin Livestock Equipment Co., Ltd.
Copyright © 2026 Beijing Yunfeng Limin Livestock Equipment Co., Ltd. - | Privacy policy